Osmosis blistering in GRP is a phenomenon that happens to boats, or more specifically their hulls, made of Glass Reinforced Polyester. It has been affectionately known as the pox, osmosis blisters and many far more colourful terms when it is first discovered. It does not affect boats made with epoxy resin. This article examines the causes of osmosis blistering in GRP hulls. There is a sister article which details how to cure osmosis blistering in GRP. If you know you have blisters and just want a cure, then read this article: how to cure osmosis blistering. If you wish to find out why you have blisters, then please read on.
The article is based on an original article written by Steve Smith, a chemist and physicist who has spent his entire life sorting problems on boats. He discovered the cause of gel-coat blisters when the boat manufacturers were denying that there was any such thing. Furthermore he invented the barrier coat technology that is now in common use to prevent and repair blister damage.
What is Osmosis Blistering?
If you are not even sure if you know what Osmosis Blistering is, it’s this in your GRP hull:

Osmosis Blistering is caused by water moving across a semi permeable membrane (parts of your hull, your paint and gel coat for instance) into areas where the water concentration is lower (as the water is contaminated with something else, X in this example). If water molecules can cross through the membrane, and X cannot, then there is a positive pressure from the outside of water, and water will travel across the membrane. To read more, see here.
The Causes of Osmosis Blistering in GRP
Ultimately osmosis blistering in GRP is caused by water getting into the laminate itself due to the positive osmotic pressure. once it is in there it damages the polyester resin by assisting with it’s decomposition to create ever bigger voids in the laminate, which then attract more water.
Osmosis Blistering Reason 1: Polyester Resin decomposes in the presence of water
All of the causes of Osmosis blistering in GRP relate to this one simple fact. The other causes are mechanisms for getting water into the polyester resin, to allow it’s decomposition over time. So, why on earth do we build boats out of a material that decomposes in water?
The majority of boats are made of glass reinforced polyester resin for simple reasons of cost, polyester resins are much cheaper than epoxy resins, which are stable in water. This cost driven decision has to sit with the fact that all polyesters eventually decompose in the presence of water. The short reason for that is that an ester is made by reacting two things together and eliminating water as a reaction by-product, or waste. When put back in the presence of water, the reaction goes the other way, although it may do that very slowly. This will be discussed in MUCH MORE detail later.
The hull should have been made of some epoxy resin system, as they are inherently stable against reversion from excess water exposure. Why, then, are polyesters used? The simple answer is cost. Epoxy resins cost around three times as much as polyesters, adding significantly to the cost of something as large as a boat. Thus boats will be, are and have been made of polyester resin for all except the most wealthy, and that is the beginning of poor workmanship.
Why, exactly is it that polyesters are not stable in the presence of water, and why do GRP hulls have all those problems?
The word “polyester” means “many esters” and an ester is a chemist’s name for something made by reacting an organic acid with an organic base and eliminating the resulting water.This is the reaction that makes Polyester, which removes the water in the green bubble.
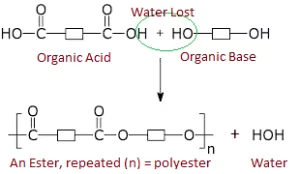
When you put esters in water the reaction goes backwards, with ester-plus-water disassociating back into acid-plus-base.
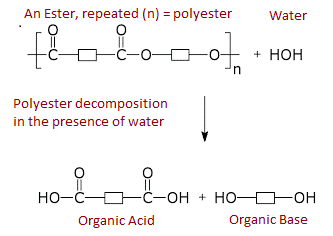
It’s just chemistry. It’s the way things work, it is reversible.
The bases used in polyester resins may be small molecules such as are ethylene glycol or neopentyl glycol or similar water-soluble-molecules, and these diffuse out and away, leaving the large acid molecules as an acid-rich residue in the laminate. The polyester resin laminate slowly develops porosity, and the diffusion of water through the gel-coat (colloidal-silica-reinforced and more resistant to this degradation) and into the laminate behind it creates excess pressure (osmotic pressure) and osmotic blisters result.
Osmosis Blistering Cause 2: Catalysts and Chopper guns create more problems
A Chopper gun mixes resin and chopped strands to speed up the process of laying down GRP whilst manufacturing a hull. The manual way is to mix resin, lay down glass matt, and work the mixed resin into the matt with a brush by stippling. Again, it’s a matter of cost, and the saving in manpower is of course huge.
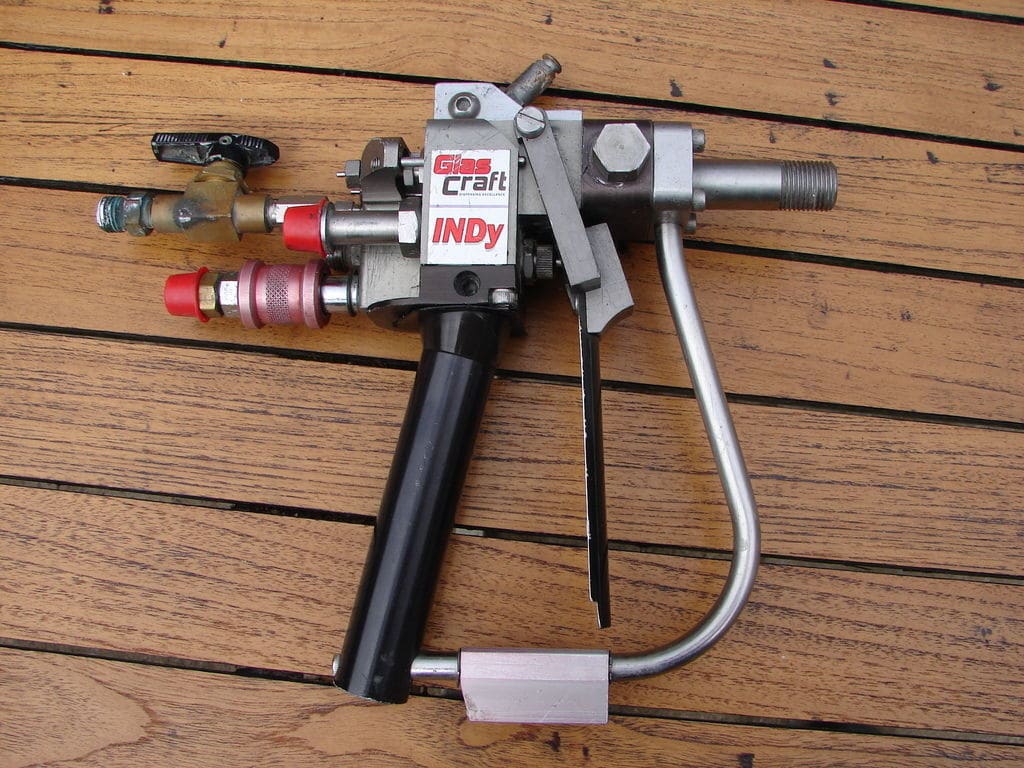
The “catalyst” used to cure polyester resins is a 40% solution of Methyl Ethyl Ketone Peroxide in Dibutyl Phthalate. This material, imperfectly mixed in the spray from a chopper gun, will rapidly wick into glass fibre bundles where it is not mixed with the resin.
The use of a chopper gun in and of itself can be considered poor workmanship, ultimately dictated by cost, a boat hull is a very large piece of GRP remember.
There is a small percentage of water that will dissolve in the laminate, with a higher amount going into chopper-gun-sprayed laminates due to the inherent lack of full wet-out of glass fibre bundles by the chopper-gun manufacturing process, creating microscopic voids in glass fibre bundles throughout the laminate. This diffusion of water into these void structures can be mistaken for water “dissolving” in the resin.
The use of a chopper gun to spray a resin/catalyst droplet mixture onto a surface along with chopped lengths of glass fibre bundles without a doubt contributed more to the production of low-quality laminates that decomposed early, than any other workmanship issue in the manufacture of GRP hulls. Those hulls made with batches of resin premixed and applied by hand to layers of cloth or mat in a mould (the early way of doing it) should hold up far better, and did.
Osmosis Blistering Cause 3: Catalyst and other added reagents add to the problems
Methyl Ethyl Ketone [the remaining material after catalyst decomposition to donate oxygen to cure the polyester resin] is soluble in water and its presence in the cured laminate will create osmotic pressure, drawing in water and contributing to blister creation.
The Dibutyl Phthalate is itself another ester, and will decompose into Phthalic acid and Butyl alcohol.
The cold-set promoter, cobalt napthenate, is a soap (esters with metal hydroxides are called soaps) of cobalt hydroxide and napthenic acid. It will similarly decompose under conditions of extreme chemical stress caused by the decomposition of other components of the GRP laminate.
Water is drawn into such areas, creating more osmotic pressure and resulting in blisters wherever there was a contaminant or microscopic void. Even a failed chemical bond between the polyester resin and a glass fibre is a void in which a blister can start.
Osmosis Blistering Cause 4: Add fillers to your polyester resin if you really want to see Osmotic Blisters in your GRP hull
Whilst applying the cure to boats in the early nineties, some hulls were found that really were impossible to fix, even though the fix appeared to have been applied properly.
An analysis of a sample of GRP laminate was done and it was discovered that there was an unusual amount of certain mineral elements which could not be explained by the assumption that the material consisted only of Glass-Reinforced Polyester resin. The analytical method used is somewhat similar to spectrographic analysis in that it can identify the presence of most atomic elements and determine the amount of each present. It is known as X-Ray Fluoresence Spectroscopy, or XRF for short.
This was done, and it was found that there were abnormal amounts of the element Calcium in one hull, and of Magnesium and Silicon in another. The calcium, far more than in the minerals of sea water or in glass, had to have come from limestone, and the Magnesium and excess Silicon would be from Magnesium Silicate, also known as Talc.
A bit of thought led to the amazing realization that some manufacturers of GRP boat hulls had actually added fillers or extenders into the polyester resin in an effort to reduce costs, and/or added fire-retardant minerals in an incompetent effort to make a GRP laminate fire-retardant without purchasing expensive fire retardant resins.
The net result of adding talc, limestone or other mineral fillers or pigments would be a dramatically enhanced tendency of the hull to show GRP laminate deterioration of the type commonly referred to as osmosis. There are three reasons for this. First, special mixing equipment is required to mix powders with liquids without mixing in fine air bubbles. This is routine for paint manufacturers but not for boat manufacturers, thus many fine bubbles in the resin would be expected. These bubbles are additional voids into which water can diffuse, thus creating osmotic blisters. Second, adding mineral fillers would interfere with the ability of the resin to wet out bundles of glass fibre, allowing voids in which water accumulates, hastening chemical decomposition of the GRP laminate. Third, mixing limestone (calcium carbonate) or other water-soluble minerals will cause osmotic blisters as the limestone dissolves in the water that is drawn to diffuse through the laminate.
Normally, no manufacturer is likely to admit to anyone they are doing this, much less doing it only to save money. There is no good reason for it. This is comparable to taking a recipe for bread that calls for three cups of flour and using instead two cups of flour and one cup of fine sand or sawdust.
The chemical consequence of mixing powdered limestone, or any water-soluble mineral for that matter, into GRP in a boat hull is to guarantee that there will be osmosis blistering and deterioration, as the water diffusing into the GRP will dissolve the limestone just as underwater seepage dissolves limestone, creating caverns with stalactites and stalagmites.
The physical consequence of mixing powdered pigments, fillers or extenders of any sort into a resin which is then applied to cloth, mat, roving or glass fibre bundles will be that the capillary forces around each small bundle of glass fibres will draw in the liquid resin while filtering out the powder fillers, which will accumulate as a dense filter cake around the surface of each incompletely wetted bundle of glass fibres. This will create an extensive micro-void structure throughout the hull, which is to say that there will be lots of empty space inside glass fibre bundles that should have been thoroughly impregnated with resin as is the case with ethically manufactured GRP hulls. Water will diffuse into these void regions, extract and dissolve the polyester resin itself over time, and by this mechanism also cause dramatic and persistent osmotic blistering.
The manufacture of such a product, embodying an abnormal and concealed intrinsic liability, may be compared to a person being born with terminal cancer. A sensible diet, vitamins and the usual rules of good living conducive to health and a normal life expectancy do not apply in such a case. If the fact of terminal cancer is hidden from view, then the health of the person would seem to fail for no apparent reason.
My hull has had multiple osmosis blister repairs, is this the cause?
In order to detect such “poor risk” jobs before the yard quotes on repairs or before a prospective owner undertakes a job of blister repair on a hull which has already had many such repairs, use X-ray Fluoresence Spectroscopy [XRF] to analyse the sample, which should be a minimum of ten grams of drill shavings. Be sure to grind off any paints or pigmented gel-coat overlying the GRP laminate. Compare that with an XRF analysis of plain glass fibre from fibreglass or mat such as the hull was made of. The carbon, hydrogen and oxygen of polyester resin do not show up on XRF analysis, but the minerals such as are in silica, talc, limestone or other extender fillers do.
The boat need not be removed from the water to take such samples. The drill shavings may be obtained from the inner surface, holes drilled halfway through the hull and filled with any good epoxy filler.
By way of estimating the ten-gram quantity, a one centimetre drill, drilling a hole one centimetre deep, will produce about one gram of shavings. In American measure, a 3/8″ hole, 3/8″ deep, will do. You will need about ten of these. Catch the shavings in a small container held below the drill, and shield the activity from the wind. Pack them in a zip-lock plastic bag, put in a heavy paper envelope and send by air-mail. The analysis is usually done within a few weeks, but it depends on the backlog of the laboratory to which you send the sample. Analytical laboratories are listed in the classified [business] section of a telephone book, and some of those have this sort of equipment.
I wish to emphasize that this is not a usual procedure, and there were only a few brands of boats in the U. S. who, in the 1970s, were notorious for blister and other deterioration problems. Most of the chronic osmosis problem boats were seen in Europe in the 1980s and 1990s and were made ten to twenty years earlier.
Osmotic Blistering summary: Voids in the Laminate, Osmotic pressure allowing water in, and the polyester resin decomposes in water
All one needs is an inhomogeneous laminate and a region [a void, improperly mixed resin, or a spot of dirt] containing something soluble or its vapour [such as MEK] or a void space from improperly wetted-out glass fibre bundles, into which water-soluble material can diffuse. Water is then attracted to such a region by osmotic pressure. Perhaps the laminate and resin in that vicinity will be strong enough to withstand the osmotic pressure, perhaps not. Eventually the polyester will begin to decompose, weakening that little region. Eventually a blister will form. Even in the absence of residual MEK, or the use of a different catalyst which does not contain it, the polyester will eventually decompose, and some of the water-soluble glycol molecules generated by that decomposition reaction will migrate into void spaces, and that will attract more water and the osmotic blistering process begins. It may take fifty or three hundred years but it will happen because the polyester/water hydrolysis reaction exists.
The use of glass fibre mat held together with something that does not readily dissolve in the resin or alters its properties when dissolved will also cause the apparency of osmotic blistering. This is a combination of resin decomposing, resin swelling from water absorption, and the release of the resin from the fibres or fibre bundles. Water can then migrate along the opened capillary space, spreading the resin/fibre decomposition over a great area.
The prevention and Cure of Osmotic Blistering
Osmosis Blistering Prevention technique 1: Can a post-cure bake of polyester resin solve this problem of osmosis blistering?
There is a school of thought that says that the entire problem of osmotic blistering can be addressed by an oven curing period to ‘fully cure’ the resin.
The “post-cure” baking process, which does result in a more water-resistant laminate, is actually evaporating a water-soluble solvent, methyl ethyl ketone, [MEK] out of the laminate. That is the same methyl ethyl ketone mentioned earlier, left over from the catalyst. That water-soluble material, in conjunction with any microscopic void, will start the osmotic blistering process. As such one of the factors has been removed or improved, and the polyester hull will probably perform better, but it is still vulnerable to osmotic blistering. This area is addressed more thoroughly in the original article.
Osmosis Blistering Cure
The mechanism to stop osmotic blistering in new boats, and how to repair damage and stop it reoccurring in old boats, is in a separate article: how to cure osmotic blistering
The products to cure it are available from us here:

Copyright Steve Smith and Steve Dakin. 1972 – 2017.